CNC Repair Guide for Manufacturing Plants in Chennai & South India
April 2026 • 5 Minute Read • Manufacturing Industry
CNC downtime costs ₹5,000–₹20,000 per hour. Most failures trace back to controller or panel errors that manufacturing facilities in Chennai and across South India encounter regularly. We’ve repaired hundreds of Fanuc, Siemens, and Haas controllers at EPC sites, factories, and production facilities. Here are the 5 errors we diagnose and fix most—and the solutions that actually work.
Error #1: Servo Over-Load (E200 / SV-LOAD)
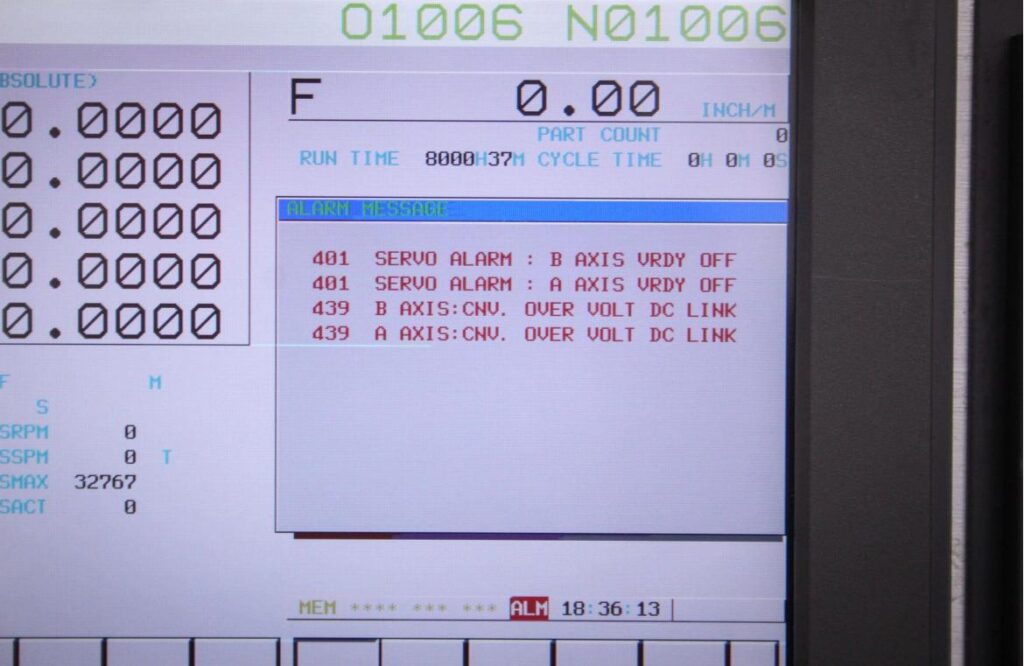
Servo drive panel showing error indicator
Fig 1: Servo Drive Error — Common on CNC machines at Chennai manufacturing plants
The servo motor current exceeds rated limit for more than 10 seconds. This usually means the spindle or axis is fighting mechanical resistance—a frequent issue we encounter in high-volume production environments across South India.
What causes it:
Tool crashing into workpiece. Spindle bearing worn. Aggressive servo gain tuning. Encoder signal noise.
✓ Quick fix (2 minutes):
- Pause the program.
- Manually rotate the spindle/axis by hand—does it move smoothly? If stuck, you have a mechanical problem.
- Check servo gain setting (Parameter 1821 on Fanuc). If P-gain >200, reduce to 150.
- Test again.
Error #2: Encoder Loss (ENC-ERR / POS-DEV)
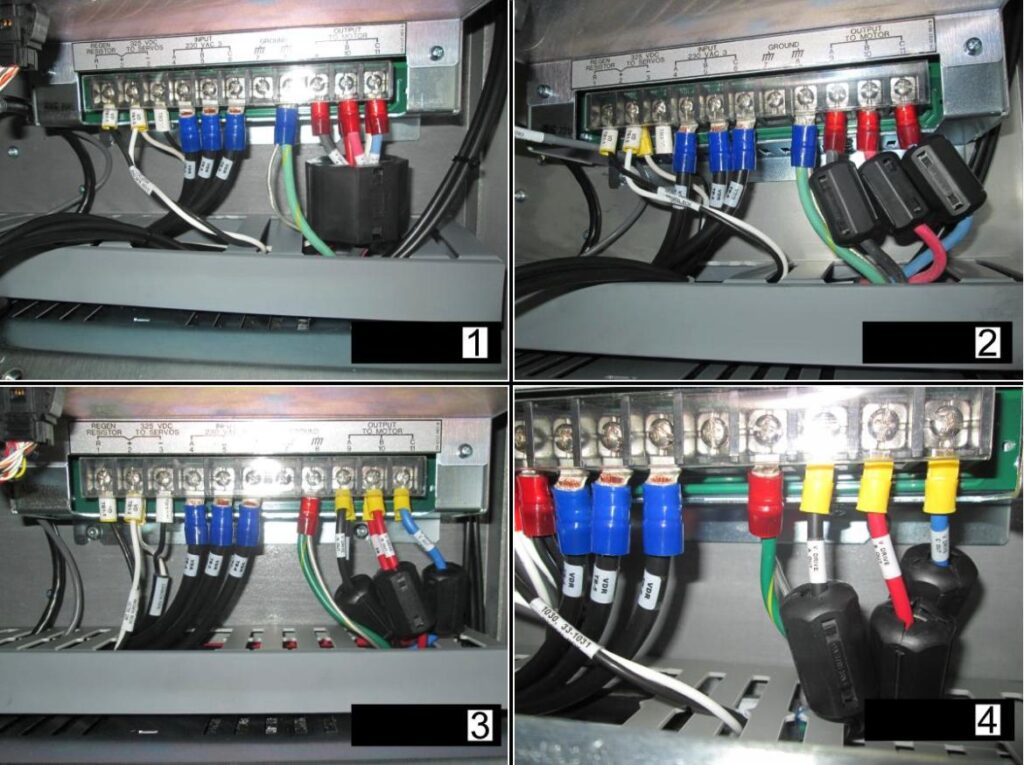
Encoder cable connection and routing
Fig 2: Encoder Cable Connection — Critical for position feedback in Chennai CNC repair
Controller loses position reference mid-cycle. Axis position drifts from commanded value. This intermittent error is one of the top issues we diagnose at manufacturing facilities across Chennai and South India, often caused by improper cable routing near high-power drives.
What causes it:
Encoder cable routed too close to VFD (electromagnetic noise). Loose connector. Cable partially shredded inside insulation.
✓ Quick fix (5 minutes):
- Power off machine.
- Locate encoder cable (usually runs from servo motor back to control panel).
- Check for visible damage or tight bends.
- Reseat both connectors firmly (click twice).
- Move cable away from VFD/spindle drive cables by at least 10cm.
- Power on and test jogging.
Error #3: Over-Voltage Fault (OVR / E100)

Multimeter measuring DC bus voltage
Fig 3: Voltage Testing — Essential diagnostic step for CNC controller repair in South India
DC bus voltage in the drive exceeds safe limits (typically >450V). If not caught, this can destroy the IGBT module. We see this regularly at manufacturing plants in Chennai when aging capacitors fail or mains supply is unstable.
What causes it:
Input mains voltage too high (>420V). Capacitors aging in power supply. Regenerative braking (axis decelerating too fast). Common in monsoon season across South India when grid stability is affected.
✓ Quick fix (3 minutes):
- Measure input voltage with multimeter at the main breaker (should be 380–420V). If >425V, contact your electrical utility (Chennai TANGEDCO or your regional provider).
- If voltage is normal, check DC bus voltage at controller terminal block (measure during idle, then during spindle ramp).
- If transient spike: likely capacitor aging. Inspect large cylindrical capacitors in power supply for bulging tops. If found: capacitor replacement service available—contact GRD Solutions for rapid service in Chennai area (~₹2,000–5,000).
Error #4: Touch Screen Unresponsive (TOUCH-ERR)

Operator panel with touch screen interface
Fig 4: CNC Operator Panel — Common touch interface failures at Chennai manufacturing sites
Screen displays the image, but taps register in wrong location or freeze. Usually caused by calibration drift or liquid ingress—especially common in humid industrial environments across South India where coolant spray is frequent.
What causes it:
Coolant spray on bezel (water conducts electricity). Touch overlay calibration drift. Vibration loosening internal cable. Environmental moisture common in Chennai’s climate.
✓ Quick fix (2 minutes):
- Go to Settings → Calibrate Touch (or similar, varies by controller).
- Tap the on-screen crosshair targets carefully.
- If screen still unresponsive after calibration: dry the bezel with lint-free cloth.
- If certain screen regions are dead (won’t respond at all): overlay failure. Requires screen replacement—GRD Solutions in Arumbakkam, Chennai offers HMI and touch screen repair within 48–72 hours (~₹8,000–12,000).
Error #5: CAN Bus Communication Dropout (CAN-ERR / BUS-OFF)
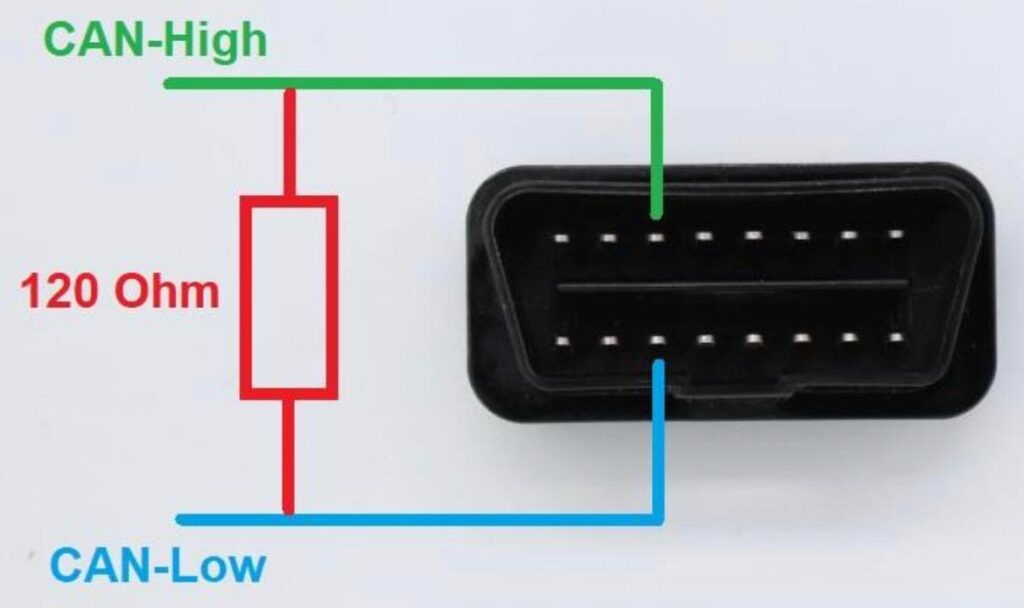
CAN bus connectors and wiring
Fig 5: CAN Bus Network — Critical communication backbone in modern CNC systems
Controller loses connection to one or more axis drives mid-cycle. Axes stop responding or move erratically. This is a challenging fault we diagnose frequently at EPC sites and production facilities throughout South India, especially in electrically noisy environments.
What causes it:
Missing termination resistors on CAN network. Bent connector pins. Cable too long or unshielded. Electromagnetic interference from nearby power lines—especially problematic in manufacturing clusters around Chennai and industrial zones in South India.
✓ Quick fix (5 minutes):
- Power off.
- Check all CAN connectors (typically M12 or DB9 format). Reseat firmly.
- Inspect pins for bent/oxidized contacts.
- Verify termination resistor is installed at far end of CAN bus (120Ω resistor, check with multimeter across CAN-H and CAN-L).
- Shorten cable runs where possible; use shielded twisted-pair cable.
- Power on and test all drives in diagnostics menu.
The 30-Second Diagnostic Checklist
Quick troubleshooting for manufacturing facilities in Chennai and South India — follow before calling technician support:
- Write down the exact error code + message. Photograph it if possible.
- Reseat every connector you can access inside the panel (ribbon cables, power plugs). Power off first.
- Check 24V control supply with multimeter—should read 23.5–24.5V at the terminal block.
- Manually move the axis/spindle by hand. Does it move smoothly or is it stuck?
- Power cycle the machine. Many intermittent errors self-clear on reboot.
Need Expert CNC Controller Repair in Chennai?
70% of CNC controller errors are fixed by these 5 steps. But if you’re in the remaining 30%—or you don’t have 30 minutes to troubleshoot while production is down—GRD Solutions is here to help.
GRD Solutions: Industrial Electronics Repair & CNC Controller Repair in Chennai
48–72 hour rapid repair | Fanuc, Siemens, Haas specialists | Serving EPC contractors, manufacturers across South India
 ganesh@grd-solutions.com
ganesh@grd-solutions.com  WhatsApp: +91 7401504558
WhatsApp: +91 7401504558  www.grd-solutions.com
www.grd-solutions.com  Arumbakkam, Chennai
Arumbakkam, Chennai